Erläuterungen zu diesen 1960er Seiten
Die hier stehenden amerikanischen Artikel aus 1960 (aus der US-AUDIO) sind teilweise sehr gewöhnungsbedürftig, weil sie erstens aus einer längst vergangenen Zeit stammen und zweitens, weil dort in den USA ganz "anders" gedacht wurde als bei uns in Old Germany oder in Europa.
Vergleichbar mit unseren deutschen Hifi-Magazinen etwa ab 1962 ist jedoch, daß auch diese Zeitschrift ihre Anzeigen- Kunden und -Leser (be- oder ab- ?) werben mußte. - Weiterhin sind die Dimensionen des amerikanischen Kontinents mit den unseren hier in Europa nicht vergleichbar. - Ein "Trip" von New York nach Los Angeles oder gar in die Wüste nach Las-Vegas zu einer der Audio- "Shows" war - auch mit dem Flugzeug - immer noch eine Weltreise. Und jede Ausstellung oder "Messe" wurde als "Show" deklariert. Und natürlich, in USA musste alles "Show" sein, um beim Publikum einige Aufmerksamkeit zu erzeugen.
.
Der Titel in der amerikanischen AUDIO Mai 1960 Heft 5

"Polystyrene Foam Loudspeaker Cones"
von P. B. WILLIAMS* und JAMES F. NOVAK**
(beide Mitarbeiter der Lautsprecherfirma Jensen)
* Chief Engineer, and ** Senior Engineer, Jensen Manufacturing Company, Division of the "Muter" Company, 6601 S. Laramie Avenue, Chicago 38, III.
.
Die Forderungen an einen Lautsprecher : (sogar schon 1960)
Good stiffness-to-mass ratio and controllable internal damping offer improved cone performance. Inherent high rigidity, moisture resistance and dimensional stability indicate more bass output for a given amount of distortion.
.
20 Jahre lang hatte man nach einem Material gesucht ....

- Fig. 1. Expandable polystyrene beads (wir nennen es Granulat). Courtesy of Koppers Corp.

Interest in light, rigid synthetic materials for speaker cones has stimulated many design efforts for at least 20 years. None of the resulting commercial products has enjoyed much success.
In a business where even mere novelty of difference can be an important sales asset, this lack of success seems to be due to manufacturing problems or deficiencies in performance.
The age-old paper cone still is dominant in direct radiator speakers, almost to the exclusion of other types.
Ein Patent der IG Farben aus Germany 1937
In 1937, I.G. Farben of Germany applied for a British patent issued as 510,707, on a cone body of foamable condensation or polymerization resins. These were solidified in a mold (eine "Form" oder ein Muster) to give a compact surface on drying.
- Anmerkung : Mehr über die deutschen Patente im Ausland und die Zeit nach 1945 finden Sie im Fernsehmuseum auf dieser ausführlichen Seite.
In 1937 also, Dr. Helmut Sell applied for a British patent, issued as 513,289, on cone bodies machined from solidified cellulose foam.
Dr. Rudolf Bauer received, in 1949, a German patent, 863,084, for a cone made of glass fibers, lacquers, and resins.
French patent 1,059,899 was granted to Emil Podzus in 1954. The Podzus plastic foam cone had cells filled with flakes, fibers, or wires, to increase elasticity. To increase solidity and conductability as described in this patent, light films of metal, paper or varnish were applied to the surfaces.
Several years ago in this country (in USA), a large cone speaker using polystyrene foam was produced by DeMars. This used a flat sheet of prefoamed material joined to a short paper cone carrying the voice cell. No doubt other work was carried on to investigate low density plastics, aimed at combining rigidity and lightness in a practical loudspeaker.
Geschicktes Ausbalancieren der Gegensätze der Physik
.
- Good single-cone speaker designs are, as is true of most good engineering practice, the result of skillful balancing of physical conflicting factors.
- Criteria for desirable performance characteristics call for design factors sometimes diametrically opposed.
- Woofer operation needs a sturdy moving system, which with most materials requires appreciable weight in the cone.
- Tweeters must have very light moving system which are not necessarily sturdy, because only small forces are involved.
.
Efficiency Considerations
Let us in this discussion concentrate as much as possible on only the cone (die Membrane), to see what may be done to minimize undesirable effects of compromises. A prime need is lightness (Leichtigkeit), to retain as much efficiency as possible.
Efficiency greater than absolutely necessary can always be swapped for other things, such as increased bass output or more high end, or something else. This demand for lightness assumes that dead-weight mass in the moving system is not decided on as the method of lowering resonant frequency.
Non-working, efficiency-lowering mass can be added in the cone or at other places in the moving system, of course, at the expense of efficiency. At least two reproducer systems on the market now use metal weights attached to the cones to lower resonant frequency.
Despite the current trend to lower efficiency speakers, let us recognize (feststellen), that low efficiency in itself is not a blessing (Segen); it is a penalty (Nachteil) to be minimized as much as possible.
Die Boxen werden immer ineffizienter
Some small speaker systems need more than 20 watts for adequate loudness. Since few amplifiers will deliver anything like rated power output at minimum distortion levels over long periods of time because of changes in component values and tube characteristics, such low-efficiency speaker systems may need 30 or more watts of initially installed amplifier capacity to maintain the highest order of performance.
It seems quite safe to say that any speaker design engineer would be quite happy with more efficiency than his speaker system now possesses; lighter cones do increase efficiency.
Die Bassmembrane darf sich nicht "verwinden"
At bass frequencies, we do not want bending (verwinden/verbiegen) of the cone during its travel. Bending loses power and increases distortion. For woofer operation, good rigidity is essential, and lightness is desirable for efficiency.
Hochtöner benötigen geringste Masse
For high-frequency tweeters, the same two qualities of rigidity and low mass are paramount (Priorität). High rigidity gives high suspension stiffness, in the case of single piece cones such as used almost universally for tweeters.
High suspension stiffness and low mass of the whole cone result in high resonant frequency, allowing greater efficiency and higher cutoff frequency. Low mass is extremely important, high frequency extension being mostly limited by mass.
Cone Action (die Membran-Bewegung)
General-purpose and wide-range direct radiator speakers and woofers required to operate to high crossover frequencies, call for a peculiar cone action not yet fully understood.
The gap between practical cone design and theoretical work on vibrations of conical shells still is so wide that cone speaker design cannot call on research results for much help.
Cones must operate in curious ways to produce both low and high frequencies. (*1 M.S. Corrington, "Amplitude and phase measurements on loudspeaker cones." Proc. I.R.E., 39: 1021-1026 (1951).)
The two salient (auffalende) types of vibration pertaining to conical shells are
- (a) radial modes, as in a bell, and
- (b) symmetrical modes, as in a disk.
Radial modes are associated with bending, while symmetrical modes depend upon bending and extension.
Although vibrational modes of cylindrical and spherical shells and flat plates have lent themselves to mathematical analysis, those of conical shells still defy mathematical treatment and depend upon the experimental skills of the acoustical engineer.
The radial mode
The main groups of radial modes which would occur at frequencies considerably below 1.000 cps are substantially suppressed in most cones, although there are tendencies for perturbations to occur between the edge and the apex when use is made of some of the soft wool stocks. Radial-mode activity evidences itself in the form of loud crinkles or rattles, especially during heavy transients.
the symmetrical mode
The most important vibrational modes are the symmetrical modes which generally occur above 1.000 cps. A cone operating as a rigid piston (steifer Kolben) throughout the entire frequency spectrum would perform poorly at the higher frequencies. Symmetrical modes maintain uniform output above 1.000 cps and in many cases are used to increase the sound output.
Besonderheiten der Membranen
In testing cones, it is sometimes found that radial modes occur at half or even one-quarter the driving frequency.
To obtain subharmonics from a cone, the driving force must exceed a certain critical value, and once excited, the sub-harmonics will persist even after the driving force is lowered below that critical point.
These subharmonics usually occur at the symmetrical vibrational modes and particularly so in materials having low internal dissipation (was meint er damit ?).
They are usually called "breakup" or "cone cry." It appears that a paradox exists here. The cone should operate as a rigid piston in the lower part of the frequency spectrum because bending subtracts from the output of the fundamental frequency. On the other hand, it is desirable to encourage "bending" at the higher frequencies, otherwise the output would fall off at 6db per octave. And yet this "bending" can produce increased output in the form of alien frequencies which are undesirable.
Requirements of the Cone (die Daten der Membrane)
The main requirements of a good cone material could be listed as low mass, high rigidity, and high internal damping.
The art of "paper cone making" has given us materials which meet these requirements to various degrees. The high internal damping characteristic of good paper cones smooths the transitions from mode to mode, and subdues the unwanted noises emitted so freely from hard, brittle materials such as rigid polystyrene and vinyl sheet.
It became evident early in the development of different cone materials at Jensen (das ist die Lautsprecherfirma)that some easily determined criterion of suitability of materials was needed.
.
- hier als Bild, weiter unten als Text

Actually three criteria have been in use. Perhaps it will be possible to evolve a single criterion as experience and knowledge are gained through their use. At present each seems suitable for a special class of speaker, the woofer, a general purpose speaker, and the tweeter.
Each is obtained from the equation for the frequencies of the purely flexural modes of a circular ring of rectangular section.
.
Die mathematischen Grundlagen und die Formeln ersparen wir uns hier. Es wird mathematisch nachgewiesen, weches Material die besten Eigenschaften für einen bestimmten Frequenzbereich hat.
.
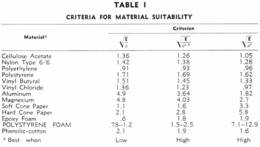
TABLE I
CRITERIA FOR MATERIAL SUITABILITY
| Das Material | |||
| Cellulose Acetate | 1.36 | 1.26 | 1.05 |
| Nylon Type 6/6 | 1.42 | 1.38 | 1.28 |
| Polyethylene | .91 | .93 | .96 |
| Polystyrene | 1.71 | 1.69 | 1.62 |
| Vinyl Butyral | 1.51 | 1.45 | 1.33 |
| Vinyl Chloride | 1.36 | 1.23 | .97 |
| Aluminum | 4.9 | 3.64 | 1.82 |
| Magnesium | 4.8 | 4.03 | 2.7 |
| Soft Cone Paper | 1.1 | 1.6 | 3.3 |
| Hard Cone Paper | 2.1 | 2.8 | 5.8 |
| Epoxy Foam | .6 | 1.8 | 1.9 |
| POLYSTYRENE FOAM | .78-1.2 | 1.5-2.5 | 7.1-12.9 |
| Phenolic-cotton | 2.1 | 1.9 | 1.6 |
| * am Best wenn es ist | Low | High | High |
Einzelerklärungen nur zur Info (nicht komplett)
If thickness and radius remain constant, the only remaining variable is the radical which is equal to the velocity of sound in the material. This velocity of sound has been used in the cone industry as a means of grading cone papers in order of hardness, the hardness varying directly with velocity. It is generally accepted that the softest papers, (those with lowest velocities of sound) usually make the best woofers. The velocity of sound through the material appears, therefore, to be worthy of consideration as a criterion by itself.
.
In comparing the frequencies obtained from shells of different materials when the mass is fixed, the value of n will doubtless vary from 0.3 if there is a wide difference in thickness. Experimental data seems to indicate that the frequency criterion is sufficiently accurate to compare the frequencies of conical shells of equal radius, apical angle, and mass, driven by identical coils. This expression appears to yield more readily verifiable results for the general purpose type response than the velocity of sound alone.
.
Zusammenfassung aller Formenl und Brechnungen:
Table 1 lists the relative values of these criteria for various materials. Looking at materials most familiar, we find the soft papers best suited for woofer use and the hard papers best suited for general purpose and tweeter use. It is interesting to observe that polystyrene foam appears equally well suited for all three applications.
.
Choice of Material
The figures of merit (die Tabellen der Vorzüge) are only useful for indicating probable value of speaker cone materials. In early development work, prefoamed polystyrene looked promising, for lightness, rigidity and damping, but means were lacking to form it into cones accurately and economically.
Machining leaves a rough surface devoid of continuity of structure which is needed for strength. Intuitively, it was felt that the surface should be more dense than the body of the material, to approximate the "sandwich" construction now used widely in structural materials.
Further work created cones made by a molding process (wenn der Schaum in eine Form gepresst wird) which is economical and which provides all the essential qualities and mechanical structure we have outlined as goals.
.
Aus dem Granulat extrudiert
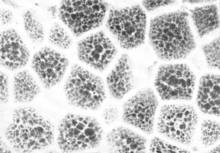
- Fig. 2. Internal cross section of polystyrene foam ClOx) from expandable beads. (Courtesy of Koppers)

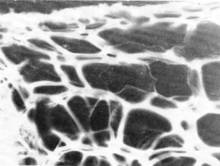
- Fig. 3. Magnified (40x) cross section of experimental molded cone, showing compaction at the surface.

These cones are made from polystyrene beads (das sind Perlchen bzw. das Granulat) shown in Fig. 1 (das Foto ganz oben) which contain an expansion agent activated by heat (das ist der Extruder). Raw or partly expanded beads are compression molded by steam or other heating methods, the cone preferably being cooled in the mold for greatest accuracy of dimensions.
Some back pressure is applied to the mold so that the cone surfaces are compacted to form thin skins. The expansion process somewhat resembles the popping of popcorn, differing in an important respect, however, in that the expanded foam cells coalesce to form a sturdy honeycomb-like (eine wabenähnliche Masse) mass. (See Fig. 2.) (Figure 3 shows the surface compaction.)
.
Die Eigenschaften, die enthalten sind
As described in the patent *3 covering this development, many design features and parameters are possible, most of them not achievable in any other type of manufacture.
*3 U.S.Patent 2,905,260, issued Sept. 22, 1959. "Loudspeaker Diaphragm", P.B. Williams, assigned to the Muter Company.
Features most easily obtained in this process, or which are unique, include:
- Radial ribs or corrugations molded in for compliance or stiffness.
- Variable density or thickness wherever wanted.
- Extremely low moisture absorption, for stability.
- Compression of selected sections after cooling, for adjustment.
- Forming to almost any angle or shape.
On the other size of the ledger, however, there are problems and techniques to be worked out to make the most of the potential we feel exists in foam for speaker cones.
.
Die Formen zum Schäumen sind kompliziert und teuer ....
Molding dies (Form-Vorlagen) are much more complicated and expensive than dies which make paper cones.
Variations in angle, density, ribs, and other things must be worked out in sequence, taking considerable time. So far, molded foam seems about on a par with paper for woofers. Performance in tweeter cones is very promising, but methods must be perfected to make very thin sections. These are now under investigation.
.
- Fig. 4. (Left to right) 8, 10, 12, and 15" experimental speakers using molded foam cones.

Andere Vorgaben bei Breitbandlautsprechern
The need for rigidity to prevent bending has been described for woofer and tweeter cones. Yet necessity for bending was pointed out as necessary in a wide-range speaker cone.
It must be recognized that wide-frequency-range operation in a single cone always puts a heavy burden on the design, and inevitably results in compromise of some performance factors merely to achieve that wide range.
Most generally, efficiency and distribution angle suffer when the bandwidth is stretched out. Where will the foam cone fit into this type of application?
Much more work needs to be done here, but one facet of the foam cone is encouraging. Its rigidity is high per unit of mass. There is nothing to prevent thinning of the cone over-all, or in selected parts, until cone areas allow enough bending, except at low frequencies.
Probably some compromise in cone angle, extremity of travel or another factor will be worked out to give adequate wideband performance. All these variables give the speaker design engineer more variables to work with.
No generalization can be drawn now as to the way each should be incorporated in a particular speaker design.
Rather than to rush foam cone speakers to the market prematurely, it is preferable to complete the work and utilize the full potential of this promising material.
We believe that judicious employment of the capabilities of this molded cone will in the future improve speakers of many types for many applications.
Ein Artikel aus dem Mai 1960
Der Bumerang kam und kommt nach über 30 Jahren - die Alterung . . .
Alle Vorzüge waren damals einfach nur toll und super. Aber an das Altern des Schaums bei Feuchtigkeit, verschmutzter Luft und Sonneneinstrahlung (UV-Licht) hatten die beiden Genies damals noch nicht gedacht. Und so gut wie alle Hersteller von Lautsprecher-Chassis fuhren auf diesem Zug ab. Bis zum bitteren Ende.
.