

FUNK-Technik • 5/1979 • Steckverbinder • Teil3
von Ing. (grad.) Hans-Peter Rottmann, Altbach
Ing. (grad.) Hans-Peter Rottmann arbeitet bei der Firma Richard Hirschmann • Radiotechnisches Werk • Abteilungsleiter des Technischen Büros für Steckverbinder.
Anforderungen an NF-Steckverbinder für die Bereiche Funktechnik, Nachrichtentechnik und Elektronik (3 von 3)

- Ein ganz edler teurer SONY CDP 557 ES aus 1989 mit verkupfertem Chassis und aufwendig vergoldeten Steckverbindern

Steckverbinder haben die Aufgabe, elektrische Leiter und Anschlüsse schnell und trotzdem sicher zu verbinden oder zu trennen. Obwohl diese Bauelemente meist sehr robust sind, erfordert ihre Anwendung und das Verbinden mit den dazugehörenden Leitern doch ein gehörig Maß an Sachkenntnis.
Wer weiß schon auf Anhieb, warum reines Nickel nur bedingt als Material für Kontaktoberflächen in Frage kommt! So kann es leicht zu einem Fehlgriff führen, wenn man statt des richtigen irgendeinen Steckverbinder aus der breiten Produktpalette der Hersteller auswählt.
Dabei ist es gar nicht so schwierig, die richtige Wahl zu treffen, wie der Autor in diesem Beitrag darlegt. Systematisch beschreibt er zunächst physikalisch Grundsätzliches, dann Kontaktelemente und Kontaktträger und schließlich noch die Anschlußtechnik.
Über die Anschlußtechnik

- Lautsprecher- DIN- Anschlüsse im extrem flachen Grundig SV 2000 Voll-Verstärker

Die meistverwendeten Arten von elektrischen Leitungen, die an NF-Steckverbinder angeschlossen werden, sind
(a) Voll-und Litzendrähte,
(b) einfach isoliert oder
(c) mehrfach in Rund- oder
(d) Flachbandleitungen zusammengefaßt sowie
(e) Leiterbahnen von starren und
(f) flexiblen gedruckten Schaltungen und
(g) dünne Bänder in Flachleitungen.
Bei diesen Leitungsarten kann man
(1) lösbare,
(2) bedingt lösbare und
(3) unlösbare (permanente) Anschlüsse
unterscheiden.
.
Lösbare Anschlüsse (Schraubanschlüsse)

Jederzeit lösbare Anschlüsse sind Klemmanschlüsse. Man unterscheidet hier zwischen Buchsenschraubklemmen und Schraubenkopfklemmen.
Die Buchsenschraubklemme hat vor der Schraubenkopf-klemme den Vorzug, daß sie den Anschlußdraht voll umfaßt und somit auch die Einzeldrähte von Litzenleitern nicht ausweichen können. Aderendhülsen oder Druckbleche verwendet man bei Anschlüssen besonders hoher Qualität. Vor dem Verzinnen muß gewarnt werden!
.
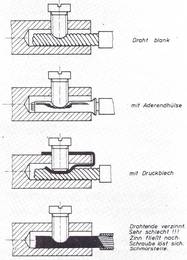
- Bild 19. Drahtanschlüsse in Buchsenschraubenklemmen

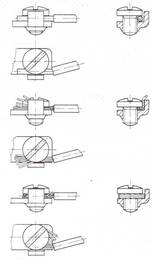
- Bild 20. Drahtanschlüsse mit Schraubenkopfklemmen.

Zinn fließt nämlich nach dem Anklemmen der Leitung unter dem Schraubendruck weg, und es kommt zu Wackelkontakten, die bei höheren Leistungen zu gefährlichen Schmorstellen führen. Darum sollte in VDE0100 §42 8.3. das Verzinnen als vorschriftsmäßige Drahtbehandlung gestrichen werden (Bild 19).
Zum Bild 20 : Drahtanschlüsse mit Schraubenkopfklemmen. Ohne Klemmplatte ist diese Klemmart hauptsächlich für Volldrähte geeignet. Litzen müssen verdrillt und zu einer Öse gebogen werden, weil sonst einzelne Drähte abspleißen und einen Kurzschluß verursachen können.
Die Schraubenkopfklemme erfordert insbesondere bei Litzendrähten besondere Sorgfalt beim Anschluß. Die Litze muß verdrillt und zu einer geschlossenen Öse gebogen werden, von der Einzeldrähtchen nicht abstehen können. Auch muß sie entsprechend dem Drehsinn der Schraube untergeklemmt werden, damit die Öse nicht aufgedrückt, sondern untergezogen wird. Für Qualitätsanschlüsse sind Kabelösen oder Klemmscheiben erforderlich. Vom Verzinnen ist auch hier, wie schon bemerkt, abzuraten (Bild 20).
Anwendung finden Schraubenklemmen nach wie vor in der Installationstechnik zum Beispiel an Steckdosen, für Lautsprecherinstallationen und Sprechanlagen. Man kann hier unabhängig von Energiequellen ,,vor Ort" mit einem kleinen und billigen, von jedermann bedienbarem Werkzeug, dem Schraubendreher Leitungen anschließen und wieder lösen.
Bedingt lösbare Anschlüsse
Zu den bedingt lösbaren Anschlüssen gehören Lötanschluß, Wickel- oder Wire-wrap-Anschluß und Klammeranschluß.
Der Lötanschluß
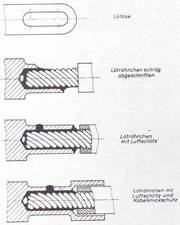
- Bild 21. Lötanschluß mit Lötöse oder Lötröhrchen

Der Lötanschluß ist in vielen Anwendungsgebieten eine bevorzugte Anschlußart. Er ist gleichermaßen für einen Einzelanschluß mit dem Lötkolben oder den Massenanschluß bei gedruckten Schaltungen geeignet. Für den Einzelanschluß mit Lötkolben sind die Kontaktelemente der Steckverbinder mit Lötösen oder Lötröhrchen versehen (Bild 21). Bei den Lötröhrchen muß man beachten, daß die Luft entweichen kann; darum ist das Röhrchen sehr schräg abzuschneiden oder ein Luftloch vorzusehen.
Tritt knapp hinter der Lötstelle eine Biegebeanspruchung der Leitung auf, muß man für eine Abstützung sorgen, weil die Anschlußzone durch das Zinn steif und spröde wird. Das ist gerade bei Litzen zu beachten, weil bei ihnen das Zinn durch die Kapillarwirkung ein Stück weit zwischen die Drähtchen fließt.
Die Vorteile des Lötanschlusses


Die Vorteile des Einzelanschlusses mit Lötkolben liegen darin, daß man mit diesem auch noch verhältnismäßig billigen und mobilen Werkzeug sowohl in der Werkstatt oder Fabrikmontage, als auch außerhalb, in der Installation arbeiten kann. Gegenüber den Klemmanschlüssen ist der Lötanschluß rüttelsicher, es entfallen aufwendige Gewinde und Schrauben sowie deren Montage und er benötigt weniger Platz.
Von geübter Hand wird ein Anschluß in kurzer Zeit (1s bis 3s) durchgeführt. Der Lötanschluß benötigt aber mehr Platz als Wickel- und Klammeranschlüsse und ist auch bei hochpoligen Steckverbindern mit mehreren Kontaktreihen nicht so raumsparend, wie der Crimpanschluß. Hier ist er zudem teurer, weil er viel Zeit erfordert und sich nicht automatisieren läßt.
Für den Mengenanschluß auf gedruckten Schaltungen ist das Löten eine ausgezeichnete Anschlußart, weil es mit verhältnismäßig billigen Maschinen und Einrichtungen vorgenommen werden kann und sehr wenig Zeit erfordert. Je Anschluß wird weniger Zeit benötigt, wie beim Wickeln oder Klammern, da die Anschlußpunkte reihenweise die Lötwelle des Schwallbades durchlaufen. Auch hier erfolgt der gute, rüttelsichere, korrosionsfeste Daueranschluß.
Bei Vertikalkontakten muß man beachten, daß zwischen dem Isolierteil des Trägers der Steckleiste und der Printplatte ein genügend großer Abstand ist, damit die Lötdämpfe abziehen können und die Kontakte nicht verunreinigen. Auch Reihenanschlüsse auf gedruckten Schaltungen sind mit einer Zinn-Absaugeinrichtung wieder lösbar.


Nachteile
Ein Nachteil ist, daß es immer wieder zu kalten Lötstellen kommt und man die bestückten und gelöteten Platten sorgfältig kontrollieren muß. Außerdem lassen sich auf einem Lötpunkt nicht so viele Anschlüsse vereinigen, wie es die Wickel- oder Klammertechnik auf einem Anschlußpfosten erlaubt.
Prüfungen über Lötbarkeit und Wärmebeständigkeit sind in der Norm ,,Klimatische und mechanische Prüfungen für elektrische Bauelemente und Geräte der Nachrichtentechnik" DIN 40046 Blatt 18 enthalten.
Wickelanschluß (engl: wirewrap)

- Wirewrap ist preiswert

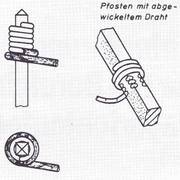
- Bild 22. Wickelanschluß

Der Wickel- oder Wire-wrap-Anschluß ist nur für Massivdraht geeignet. Das Wickelwerkzeug wickelt den Draht mit einer Zugspannung um einen meist vierkantigen Pfosten. Dabei verspannt sich der Draht durch seine Eigenelastizität so mit den Pfostenkanten, daß mit 5 bis 6 Windungen ein einwandfreier Anschluß hoher Qualität mit vielen metallischen Kontakten entsteht, der sich nicht selbst lösen kann (Bild 22).
Man darf mehrere Drähte auf einem Pfosten entsprechender Länge hintereinander aufwickeln und der Platzbedarf je Pfosten ist auch mit den Wickeln so gering, daß auf engem Raum hochpolige Verdrahtungen unterzubringen sind.
Der Wire-wrap-Anschluß kommt hauptsächlich bei Stecker- leisten und anderen Anschlußelementen zur Anwendung, die in Verdrahtungsfeldern fernmeldetechnischer und elektronischer Anlagen eingebaut sind. Begriffe, Anforderungen und Prüfverfahren für Wickelverbindungen sind in der Norm ,,Lötfreie elektrische Verbindungen" DIN 41 611 Blatt 2 enthalten.
Die Wirewrap Technik wurde in den BELL Laboratorien in USA entwickelt und auch patentiert.
Klammeranschluß
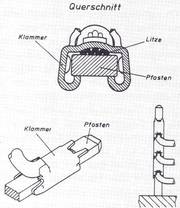
- Bild 23. Termi-Point der Firma AMP

Der Klammeranschluß wurde von der Firma AMP entwickelt und wird von dieser unter dem Handelsnamen „Termi-Point" vertrieben. Er gestattet es im Gegensatz zum Wickelanschluß, außer Volldrähten, auch Litzendrähte anzuschließen.
Beim Klammeranschluß wird der Leitungsdraht mit einem Spezialwerkzeug automatisch zugeführt, abisoliert und mit einer der im Werkzeug magazinierten Kontaktklammer schlagartig auf den Pfosten geschoben. Es können ebenfalls mehrere Klammeranschlüsse hintereinander entsprechend der Pfostenlänge aufgeschoben werden (Bild 23). Begriffe, Anforderungen und Prüfverfahren für Klammerverbindungen sind im Normentwurf ,,Lötfreie elektrische Verbindungen" DIN 41611 Teil 4 Entwurf 8.1975 nachzulesen.
Wickel- und Klammeranschluß zusammenfassend
Zum Wickel- und Klammeranschluß kann man zusammenfassend sagen, daß sie speziell entwickelt wurden, damit man auch an sehr dicht stehenden Anschlußpfosten Drähte anschließen kann, an denen Lötwerkzeuge versagen würden. Der Anschluß bietet außerdem den Vorteil, daß man große Verdrahtungsfelder automatisch und somit viel schneller als von Hand beschalten kann. Hierfür sind natürlich teure Präzisionswerkzeuge und Automaten erforderlich. Diese Anschlußmethoden sind deshalb hauptsächlich nur für Massenanschlüsse geeignet; freie Kabelsteckverbinder kann man so nicht verdrahten.
Wenn ein Wickel- oder Klammeranschluß gelöst werden muß - was grundsätzlich möglich ist - müssen alle über ihm auf dem Pfosten aufgereihten Anschlüsse gelöst werden. Das bereits für einen Anschluß verwendete Ende kann allerdings nicht wieder verwendet werden.
Unlösbare Anschlüsse
Zu den unlösbaren Anschlüssen gehören der Schneid-, Quetsch-, Schweiß-, und Crimpanschluß.
Schneid-Quetschanschluß
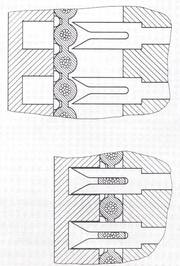
- Bild 24. Darstellung des Schneid-Quetschanschlusses. Oben ist die eingelegte Leitung zwischen den noch nicht zusammengepreßten Anschlußteilen zu sehen. Unten die fertig kontaktierte Leitung

Der Schneid-Quetschanschluß wird sowohl einzeln für Einzelleitungen als auch in größerer Anzahl in Anschlußleisten und Steckverbindern für Flachbandleitungen verwendet. Das Anschlußstück ist ein gabelförmiges Metallteil, in das die Leitung eingedrückt wird. Bei Einzelleitungen wird dies mit einem speziellen Eindrückwerkzeug gemacht, bei Steck- und Kontaktleisten wird als Druckstück der Deckel oder die Abschlußkappe verwendet.
Die Gabelspieße durchdringen beim Eindrücken der Leitung das Isoliermaterial und durchschneiden es dabei bis zur Kupferseele. Die Gabelspalte ist so bemessen, daß die Kupferseele eingequetscht und verformt wird, wodurch eine Druckkontaktierung entsteht. Bild 24 zeigt diese Anschlußart im Prinzip. Je nach Anwendungsgebiet ist sie für Voll-und Litzenleiter geeignet und gerade bei mehrpoligen Steck- und Anschlußleisten ist sie sehr kostensparend, weil alle Kontakte in einem Arbeitsgang angeschlossen werden.
Bandleitung und Leiste müssen selbstverständlich genau aufeinander abgestimmt sein. Außerdem paßt zu jeder Gabelabmessung nur ein bestimmter Leitungsquerschnitt. Der Anschluß ist werkzeuggebunden; man benötigt eine Presse, wobei eine angeschlossene Leiste nicht mehr lösbar ist.
Schweißanschluß
Der Schweißanschluß wird speziell zum Leitungsanschluß an Miniaturkontakten verwendet, bei denen zu wenig Platz für andere Anschlußmittel vorhanden ist. Er wird auch häufig gewählt zum Anschluß der Leitungen an die Kontakte umspritzter Steckverbinder. Vorteilhaft ist, daß man keine zusätzlichen Verbindungsmittel benötigt. Ein Nachteil ist es auch hier, daß man an spezielle Maschinen gebunden ist.
Crimpanschluß
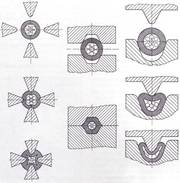
- Bild 25. Verformungsvorgänge beim Crimpen. Linke Spalte: Vierkerbcrimpung. Mittlere Spalte: Sechskantcrimpung. Rechte Spalte: V-Crimpung


- Bild 26. Halbautomatische Crimpma-schine

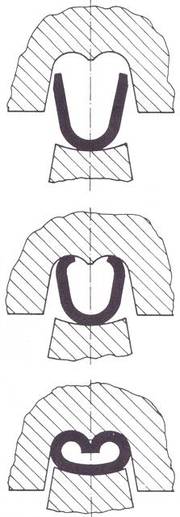
- Bild 27. Verformungsvorgang beim B-Crimpen

Der Crimpanschluß ist eine sehr rationelle Anschlußart insbesondere für die Massenfertigung. Die Zeit zum Herstellen eines Anschlusses ist sehr kurz und durch die industrielle Wartung der erforderlichen Crimpmaschinen und -Werkzeuge von gleichbleibender Qualität. Beim Zusammenpressen der Crimpzone auf die Leitung werden die Fremdschichten zuverlässig zerquetscht und man erhält einen sicheren, rüttelfesten Langzeitanschluß.
Das Unterwandern der Kontaktstellen durch Oxydschichten ist nicht möglich. Ein weiterer Vorteil ist der geringe Raumbedarf der Crimpkontakte, die dadurch mit hoher Kontaktdichte angeordnet werden können. Bei gedrehten Kontaktelementen hat man eine geschlossene Crimphülse, die auf unterschiedliche Weise kaltverformt und dabei mit der Leitung verpreßt wird.
Mehrere Crimpverfahren
Man unterscheidet zwischen dem Sechskant-Crimpen, V-Crimpen und Vier-Kerb-Crimpen (Bild 25).
Damit die Kontaktelemente in den Crimpautomaten nun schnell zur Verfügung stehen, werden sie entweder in Rüttlern sortiert und mechanisch der Crimpstation zugeführt oder in Metall- oder Kunststoffbändern magaziniert, mittels derer die Kontaktelemente dem Werkzeug zugeführt werden.
Bei gestanzten Kontaktelementen bietet es sich an, die Kontaktteile gleich an einem Bandstreifen der Stanzbänder oder in einem aus dem Stanzband gebildeten Gitter hängen zu lassen. Diese Kontaktketten läßt man dann in die Crimpmaschine (Bild 26) einlaufen, in denen das Kontaktelement beim Crimpvorgang dann gleichzeitig vom Band abgeschnitten wird. Gestanzte Kontaktelemente haben ein offenes Crimpteil, das dann zumeist in Art der sogenannten B-Crimpung kaltverformt und um die Leitung gepreßt wird. Näheres ersieht man aus der Darstellung in Bild 27.
Einzel Crimpen
Für Einzelanschlüsse gibt es Handzangen, die meistens bei Ersatzteilanschlüssen und im Reparaturfall Anwendung finden oder wenn sehr kleine Stückzahlen von Steckverbindern anzuschließen sind. Gerne verwendet man Handzangen mit einer Öffnungssperre (Bild 28), die sich erst wieder öffnen können, wenn der Crimpweg und somit die erforderliche Pressung vollständig ausgeführt ist. Nur solche Zangen bieten Gewähr für eine ordentliche und zuverlässige Einzelcrimpung.
Die Crimpbacken in den Werkzeugen und Zangen müssen selbstverständlich auf die Abmessungen der Crimpzone des Kontaktelementes und den zugeordneten Leitungsquerschnitt abgestimmt sein. Hierauf muß besonders in den Werkstätten geachtet werden. Ein Nachteil ist nämlich, daß die Crimpbacken in den Abmessungen nicht genormt sind und somit zwischen den Werkzeugen und Kontakten verschiedener Hersteller kein Austausch erfolgen kann.
Wenn die Hersteller von Crimpkontakten und Werkzeugen damit ihre am Markt eroberten Gebiete produktspezifisch auch gut halten, erweitern und absichern können, so ist es für den Anwender doch ein ganz übler Mißstand und insbesondere in Werkstätten, in denen verschiedene Fabrikate zusammenlaufen, kommt es dadurch auch leicht zu Verwechslungen, die schwere Schäden nach sich ziehen können. Hier ist der Normung im Sinne von mehr Sicherheit noch eine fruchtbare Arbeit vorbehalten.
Die Auszugskraft

- Bild 28. Handcrimpzange mit Öffnungssperre und auswechselbaren Crimpbacken


- Bild 30. Stift- und Buchsen-Kontaktelemente mit Rastfedern. In Steckposition in die Kontaktträger eingesetzt

Ein wesentliches Maß für die gut ausgeführte Crimpverbindung ist die Auszugskraft des angecrimpten Leiters. Für die Abnehmer von Crimpanschlüssen ist es darum empfehlenswert, sich eine entsprechende Prüfeinrichtung zu beschaffen (Bild 29). Weil Crimpkontakte in der Regel erst nach dem Leitungsanschluß in den Kontaktträger eingesetzt werden können, sind Rastelemente am Träger oder Kontaktteil notwendig (Bild 30).
Für den Austausch- und Reparaturfall kann man mit entsprechenden Spezialwerkzeugen die Rastung entriegeln und die Kontakte wieder herausnehmen. Crimpverbindungen werden vornehmlich für Litzenleiter verwendet; sie sind darum auch besonders für Kabelsteckverbinder, bei denen Flexibilität erforderlich ist, geeignet.
Begriffe, Anforderungen und Prüfverfahren für Crimp- verbindungen sind im Normentwurf ,,Lötfreie elektrische Verbindungen" DIN 41 611 Teil 3 Entwurf 12. 1976 enthalten.
Literaturverzeichnis
- Keil, A.: Werkstoffe für elektrische Kontakte. Springer Verlag Berlin, Göttingen, Heidelberg
- Burstyn, W.: Elektrische Kontakte und Schaltvorgänge. Springer Verlag Berlin, Göttingen, Heidelberg Samal, E.: Schalter, Klemmen und Kontakte für Meßzwecke. Verlag G. Braun Karlsruhe
- Mackh, H.: Mehrfachsteckverbinder für die Automatisierung
- Nagel, H.: Steckverbinder - kritisch betrachtet. Bauelemente der Elektronik (1971) Nr. 46,47 und 52 Keil. A. Taubilz, G.: Neuer Oberflächenwerkstoff: Kann Palladium Gold ersetzen? Elektronik 27 (1978) Nr. 7 Heraeus: Kontaktwerkstoffe für Steckverbinder. Neue goldarme Werkstoffe und Veredelungsverfahren. W. C. Heraeus GmbH Hanau, Werksgruppe Metall Siemens: Elektromechanische Bauteile für elektronische Geräte. Datenbuch 1978/79 der Siemens AG
- Saechtling, H.: Kunststoff-Taschenbuch. 20. Ausgabe Hanser Verlag München, Wien 1977
Alle drei Steckverbinder-Artikel wurden etwa 1979 von Hans-Peter Rottmann bei der Firma Richard Hirschmann, Abteilungsleiter des Technischen Büros für Steckverbinder, verfaßt.
.
