
2018 - Glückstreffer - der Zufall hat es an den Tag gebracht

- die 2. Fuhre wieder auch voll


- grau und völlig unscheinbar


- mit viel vergilbtem Papier

- Prospekte + Informationen 1951


- Der Briefkopf der GRUNDIG Radio-Werke GmbH 1956

Im August und Oktober 2018 durfte ich ein ganzes "Grundig" Erbe abholen. Das ist natürlich leicht übertrieben, denn der verstorbene Grundig Mitarbeiter war bis zum Schluß in der Kölner Niederlassung und zwar über 25 Jahre. Grundig, das war seine Firma, das war sein Leben.
In seinem recht großen Haus ganz hinten in der Hocheifel waren alle Kellerräume und die Garage und weitere Räume "voller Grundig". Die Menge war absolut überwältigend und seine Frau recht hilflos, was damit nun Sinnvolles anzufangen sei.
Ich hatte ihr angeboten, beim Sondieren zu helfen und so viel wie möglich vor dem Sperrmüll zu retten. Neben den ganzen Geräten und Meßgeräten waren jede Menge an Grundigs "Technischer Information" und vor allem jede Menge Ersatzteile vorhanden.
Und fast ganz unten drunter lag eine ganz unscheinbare abgegriffene und auch deutlich vergilbte dunkelgraugrüne Mappe mit uralten fantastischen Unterlagen. Uralte Unterlagen, die bei allen anderen Spendern und Gönnern schon lange lange vorher entsorgt worden waren.
.
Hier fand ich interne Memos über den Kampf gegen den Fluch des gigantischen Erfolges
Wie Sie in den anderen historischen Grundig-Seiten nachlesen können, stammt Max Grundig aus einer ganz einfachen Familie, hatte in der frühen Jugend mit 16 Jahren bereits die schwere Aufgabe erfolgreich gemeistert, die Familie (die kranke Mutter und zwei Schwestern) nach dem Tod des Vaters zu ernähren und stand dann 1945 wieder vor dem Nichts. Und aus diesem 3-Mann Laden hat er innerhalb kürzester Zeit Gigantisches aufgebaut.
In den Lebensgeschichten wird selten über die ganz normalen Probleme eines ungeahnten und vor allem extrem schnellen Wachstums einer einstmals klitze kleinen Firma mit einem Chef ohne akademische Grade und ohne elterliche Hilfen erzählt.
Es wird auch nur ganz selten gewürdigt, daß zum Beispiel Kapital (oder viel Geld) viel zu oft eben nicht ausgereicht hatten, einen "Laden" vor dem Ruin zu bewahren. Max Grundig hatte auch ohne eine vermeintlich obligatorische gymnasiale Schulbildung Fähigkeiten, die damals absolut bewundernswert waren und sogar heute immer noch sind.
.
1951 hatte Max Grundig die ersten 5 Jahre hinter sich.


Und aus dem 3-Mann Betrieb war 1951 die größte Firma in der Gegend um Nürnberg /Fürth geworden. Es war 1950/51 immer noch schwierig, geeignete Mitarbeiter zu finden, die diese Expansion bewältigen konnten. So gut wie alle besonders fähigen Wirtschaftsfachleute im Bereich Verwaltung, Produktion und Logistik waren im 3.Reich - mehr oder weniger freiwillig - in die NS-Verwaltung oder in der Reichswehr an oder in hohen Positionen involviert und deshalb bezüglich ihrer Zukunft "belastet" und anderswo "schwer vermittelbar".
Max Grundig holte sie nach und nach in sein neues Unternehmen, bot ihnen eine Perspektive mit Zukunft und erntete Loyalität, Motivation und Dank dafür. Und er hatte auf diesem Weg aus ganz Deutschland eine große Zahl kreativer Geister (vor allem Ingenieure) gerufen und gefunden, die zusätzlich zu seinen eigenen genialen Ideen "seinen Laden" - besser gesagt - sein gewaltig expandierendes Unternehmen - auf Vordermann und in Schwung gebracht hatten.
Die vier folgenden Memos zeugen davon :
.
19.9.1951 - Mitteilung an Herrn Grundig.
Kundendienst 121/Gd.
Neue Verteilung der Aufgaben und Kompetenzen
Nach Überprüfung des neuen Arbeitsgebietes und Abstimmung mit den zuständigen Abteilungen wurde folgendes veranlaßt:
- 1) Das Personal des Packraumes übt in Zukunft keine Kontrollfunktionen mehr aus. Es überprüft lediglich die Geräte auf sofort bemerkbare äußere Fehler und führt Beanstandungen dieser Art mir direkt zur Abstellung vor.
- 2) Die bisher im Packraum beschäftigten Polierer wurden in die Fertigung zurückversetzt.
- 3) Verantwortlich für die äußere und elektrische Beschaffenheit der Geräte sind die Schlußprüfer, die für alle mangelhaft im Packraum ankommenden Geräte haftbar gemacht werden. Es sind genügend Schlußprüfer je Band vorhanden, so daß durch sie eine gewissenhafte Untersuchung der Geräte vorgenommen werden kann.
Bei der Eingangsprüfung wurde festgestellt: Der Zustand der Gehäuse und hier besonders der länger gelagerten Gehäuse läßt viel zu wünschen übrig. Häufige Beanstandungen sind:
- eingefallene Politur,
- Schleifspuren,
- Lackbläschen,
- unsauber eingesetzte Zierleisten,
- schlecht ausgeführte Retuschen an den Intarsien,
- grobe Farbflecken und schlechte Ausbesserungen.
.
Dagegen werden verhältnismäßig wenig Kratzer und Stoßstellen beobachtet, die offenbar erst beim Einbau der Chassis entstehen.
.
Der bisher von der Eingangsprüfung an den Gehäueszustand angelegte Maßstab ist zu scharf, da auch Geringfügigkelten beanstandet werden, die einem Normalverbraucher niemals auffallen können. Es wurde daher mit der Eingangsprüfung festgelegt, welche Fehler im Hinblick auf den Gesamteindruck des Gerätes zugelassen werden können.
Das bisher im Übermaß angewandte Nacharbeiten der Zierleisten (Abschleifen und Zaponieren) wird zukünftig erheblich eingeschränkt, da ich mich davon überzeugt habe, daß hierdurch mehr verdorben als gewonnen wird.
Mit ausgesprochenen Fabrikationsfehlern behaftete Gehäuse werden nicht nachgearbeitet, sondern gehen zur Schulung an den Hersteller zurück.
.
- Anmerkung : Das bedeutet, daß Grundig anfänglich diese Gehäuse sowohl der Radios wie auch der Musiktruhen bei Fremdfirmen / Schreinereien im Umland - sogar bis aus München - herstellen ließ. Die eigene Möbelschreinerei kam erst mit den deutlich erhöhten Stückzahlen.
.
Was die Beistellung und den regelmäßigen Nachschub an die Fertigung sehr erschwert, ist die räumliche Beengtheit dieser Abteilung. Die Gehäuse fließen nicht ohne Stockung in die Fertigung, da einfach kein Platz für ausreichende Vorlaufstapel zu schaffen ist. Außerdem werden die Gehäuse zu viel (zu oft ?) umgestapelt, wodurch sich neue Fehlerquellen einschleichen.
Die unbedingt zu stellenden Forderungen lauten daher:
- 1) Anlieferung besserer Gehäuse.
- 2) Mehr Raum für den Gehäuseeingang.
Zu 1): Eine sehr große Anzahl der Beanstandungen läßt sich durch eine sorgfältigere Endkontrolle beim Hersteller ohne weiteres vermeiden.
Zu 2): Hier wird überprüft, ob das Aufkleben von Schaltbildern auf die Rückwand nicht in einem anderen Raum vorgenommen werden kann und ob tatsächlich eine so große Anzahl von Gehäusen in der Halle A vorrätig gehalten werden muß.
Die Schwierigkeiten bei der Gehäuseherstellung werfen die Frage auf, ob unsere Entwürfe hinsichtlich der im Serienbau gegebenen Möglichkeiten überprüft werden. Das Einsetzen der Zierleisten - hierbei kommt es auf Bruchteile von Millimetern an - geht wohl weit über den Rahmen der Massenproduktion hinaus und erfordert eine Genauigkeit, die man keineswegs von einem solchen Artikel voraussetzen kann.
.
Es ist mir bisher auch kein Konkurrenzgerät bekannt, bei dem die ZierLeisten aus 4 Einzelstäben auf Gehrung zusammengesetzt sind. Es werden dagegen aus einem Stück gefertigte Rahmen oder schmale Zierleisten verwendet, die in Gehäusenuten eingelassen werden (wie bei 406 W). Ich halte es daher für unbedingt erforderlich, bei zukünftigen Entwicklungen einen Holzbearbeitungsfachmann hinzuzuziehen, der den Entwurf auf evtl. fabrikatorische Schwierigkeiten untersucht und diese durch geringfgügige Änderungen beseitigen kann, ohne daß das Gesamtbild des Empfängers verändert wird.
Die diesjährige Farbtönung halte ich für zu dunkel, sie erreicht bei den Würzelfurnieren des 5005 beinahe piano-schwarz. Wenn wir uns entschließen könnten, nur eine Farbnuance heller zu werden, würden hierdurch ein großer Teil der bisherigen Reklamationen hinsichtlich Schleifspuren und feiner Kratzer in Fortfall kommen. Nach meinen bisherigen Beobachtungen wird die gleiche dunkle Tönung nur von den Sabageräten erreicht; alle übrigen Werke bevorzugen hellere Gehäuse, wahrscheinlich aus der Erfahrung heraus, hiermit eine große Anzahl von Beanstandungen zu vermeiden.
Solange die zügige Versorgung der Bänder mit Gehäusen nicht 100%ig gesichert ist, sollte die Fertigung elastischer gesteuert werden. Ich halte es für nicht richtig, nach wie vor ein Plansoll an Chassis zu erfüllen, die nicht eingebaut werden können und daher zwischenzeitlich gelagert werden müssen. Hierunter dürfte die Qualität der im Band aufgewandten Wertarbeit leiden.
(Sauer)
.
4.10.1951 - Mitteilung an Herrn Grundig

- typische 1955er Soffbespannung eines 3055 3D

Kundendienst 121/Gd.
Betrifft: Bespannungsstoff. - Größte Schwierigkeiten in der Fertigung bereitet immer noch der Bespannungsstoff. Sowohl hand- als auch maschinengewebte Stoffe entsprechen nicht voll und ganz den Anforderungen, die wir im Hinblick auf das Aussehen der Geräte stellen müssen. Auf Vorhaltungen unserer Abtl. Einkauf erklären die Lieferanten, mit ihrer Kunst am Ende zu sein und weitere Qualitätsverbesserungen nicht mehr erzielen zu können.
Es wurde daraufhin die Frage überprüft, ob in der Fertigung, gegebenenfalls unter Anwendung eines anderen Aufziehverfahrens, eine Verbesserung zu erzielen ist. Dies ist zu verneinen. Ein Aufziehen von Hand, wie von anderen Firmen angewendet, würde im Hinblick auf die täglichen Stückzahlen eine beträchtliche Personalvermehrung bedingen. Dabei ist nicht sichergestellt, ob die jetzt in der Hauptsache beanstandeten Verziehungen im Muster endgültig vermieden werden.
Zuverlässig lassen sich alle Beanstandungen mit einem Schlag beseitigen, wenn man auf das quadratische Muster verzichtet und eine Ausführung wählt, die die Ausrichtung auf die längere Schallwandkante gestattet. Der Stoff braucht bei Fortfall der senkrechten Markierungsfäden keineswegs an Lebhaftigkeit zu verlieren.
Da wir erst im Beginn der Saison stehen und der jetzt verwendete Bespannungsstoff immer zu Schwierigkeiten führen wird, halte ich eine umgehende Entscheidung für erforderlich. Wir müssen im Hinblick auf unsere tägliche Produktion endlich aus dem Stadium des Improvisierens und Experimentierens herauskommen.
Für die Zukunft sollte nach den bekannten früheren Schwierigkeiten mit Quadrat- und Rhombenmustern endlich die Erkenntnis gewonnen werden, weitere Versuche mit derartigen Mustern zu unterlassen, die von der Konkurrenz gar nicht erst angestellt werden.
(Sauer)
9.10.1951 - Mitteilung an Herrn Grundig.

- Ein Promotion-Foto aus Sept. 1951

Kundendienst 121/Gd.
Betrifft: Musikschrank 8008 (ein Katalog-Foto rechts)
Es wurden mir von Herrn Schmitz eine Anzahl Musikschränke 8008 von der Firma Hermann, München, vorgeführt. Zweck der Besichtigung war, aus der Konstruktion des Schrankes Rückschlüsse auf später zu erwartenden Reklamationen zu ziehen.
Die Überprüfung erstreckte sich also nicht auf fabrikationstechnische Mängel, sondern hatte nur den Schrankmechanismus zum Gegenstand.
.
Es müssen aus folgenden Gründen größere Reklamationen erwartet werden :
- 1) Das Führungsbrett für die Schiebeklappe ist zu schmal, wodurch kaum eine Klappe zügig eingeschoben werden kann.
- 2) Der Abstand zwischen Montagebrett und Schiebeklappe ist zu gering. Durch das Gewicht des Chassis biegt sich das Montagebrett in der Mitte durch und schleift dann auf der Innenseite der Schiebeklappe.
- 3) Die Türen für das Schallplattenabteil öffnen nur 90°. Ein Gegenstoßen läßt sich bei ausgefahrenem Plattenständer nicht vermeiden. Da eine Anschlagbegrenzung für die beiden Türen nicht gegeben ist, reißt bei einem Stoß das gesamte Furnier los. Eine Nachbesserung ist darum nur durch Neufurnieren der gesamten Vorderfront möglich, da das Furnierbild erhalten bleiben muß.
- 4) Der Pumpenmechanismus (es sind eine Art Stoßdämpfer) ist sehr problematisch und arbeitet unzuverlässig. Beim Fallenlassen der Tur aus 1/2m Höhe schlägt diese unweigerlich durch. Bei offenen unteren Türen sind dann Druckstellen in der Klappe unvermeidlich.
- 5) Der Druckmechanismus für das Öffnen des Schallplattenabteils geht in vielen Fällen so hart, daß er von einer Frau nicht betätigt werden kann.
- 6) Es müßte noch erprobt werden, wie sich der Plattenständer bei voller Besetzung mit Schallplatten verhält. Trotz mittlerer Abstützleiste wird das Plattengewicht den Ständer verziehen, so daß dieser sich nur schwer einschieben lassen wird.
.


Die vorerwähnten zu vermutenden Mängel sind zum Teil von den Herrn Kendermann und Schmitz bereits vor Anlauf der Fertigung des Schrankes der Formgestaltung bekanntgegeben worden, ohne daß man sich von dieser Stelle zu einer Verbesserung der Konstruktion entschließen konnte. Da das Material für 500 Schranke bereits zugeschnitten ist, können Änderungen nur noch bei späteren Serien berücksichtigt werden. (Anmerkung : Es kam dann die Type 8008W raus).
Zusammenfassend muß folgendes festgestellt werden:
Das äußere Bild dieses Schrankes ist als besonders gut anzusprechen; Beweis hierfür ist das lebhafte Interesse dieser Schrankausführung auf der Fürther Ausstellung. Der Schrank stellt jedoch eine technische nicht aber eine holztechnische Konstruktion dar.
Es ist mit sehr großer Wahrscheinlichkeit anzunehmen, daß dem Schrankbesitzer die Freude an diesem Prunkstück durch die technischen Unzulänglichkeiten bald verdorben wird. Aus diesen Gründen muß die Forderung auf Hinzuziehung eines Holzfachmannes erneut gestellt werden. Diesem müssen alle in der Möbelfertigung gegebenen Möglichkeiten genau bekannt sein und er hat Vorschläge zu unterbreiten, ohne das äußere Bild des vorliegenden Entwurfes zu ändern.
Es spricht von einer geringen Kompromißbereitschaft der Formgestaltung, wenn auf alle Bedenken und Vorschläge anderer Stellen das stereotype "det muß jehn" ertönt. Hiermit wird keinesfalls die kameradschaftliche Zusammenarbeit gefördert, ganz abgesehen davon, daß wir uns bei den hohen Ansprüchen, die das Kaufpublikum an Grundig-Fabrikate stellt, keine nicht ganz ausgereifte Konstruktion leisten können.
(Sauer)
.
11.10.1951 - Mitteilung an Herrn Grundig.

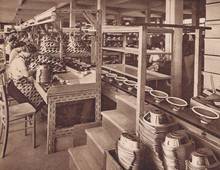
- Enge am Fliessband

Kundendienst 121/Gd.
Betrifft: Raumprobleme und Auswirkungen.
Seit Bestehen der Firma wird von allen Abteilungen ein Kampf um mehr Raum geführt. Es ist verständlich, daß nicht alle diesbezüglichen Wünsche während der rasanten Entwicklung berücksichtigt werden konnten.
Nachdem sich jetzt die Verhältnisse stabilisiert und wir eine bedeutsame Position am Rundfunkmarkt errungen haben, ist es erforderlich, sich den Ursachen der Fertigungs- störungen zuzuwenden und alle Hemmnisse zu beseitigen, die den gleichmäßigen Ablauf stören.
Als erstrebenswertes Ziel schwebt mir eine Fertigung vor, die mit der Präzision eines Uhr- werkes abläuft. Wir sind heute noch weit davon entfernt und der tägliche Ausstoß läßt sich nur unter erheblichen Schwierigkeiten bewältigen.
Bei vielen Einzelteilen, z.B. Lautsprecher, Schallwände, lebt die Fertigung "von der Hand in den Mund", d.h. eben erst fertig gestellte Einzelteile werden unmittelbar an die Bänder gebracht. Ist in der Vorfertigung eine Maschine ausgefallen oder irgendein Material nicht rechtzeitig eingetroffen, so bleibt das Band stehen.
- Anmerkung : Mir sind noch die Wessi-Lästereien über die ostzonale Trabi Fertigung 1985 in Eisenach vor der Wende im Ohr, als dort an die hundert TRABIs auf den Bändern einfach stehen blieben, als es mal wieder keine Scheibenwischer gab. "Keiner" kam dort auf die Idee (oder durfte auf die Idee kommen), die unvollständigen TRABIs auf den Parklätzen zu parken und die Scheibenwischer einfach später zu montieren. Aber das alles war 35 Jahre später.
Diese Störung wirkt sich nun auf sämtliche nachgeordneten Arbeitsplätze aus. Für einen gleichmäßigen Ablauf müssen also größere Zwischenlager eingerichtet werden, die einen Dreitage-Bedarf aufnehmen können. Diese wirken als Puffer und gleichen alle Schwankungen in der Vorfabrikation aus.
- Lautsprecherfertigung

Bei Lautsprechern müßte ein 3-Tage Vorlauf unbedingt gefordert werden, da erst dann die Klebemittel restlos getrocknet und Veränderungen nicht mehr zu erwarten sind.
Rund 10% der Lautsprecher müssen nach Einbau wieder ausgewechselt werden. Es ist nicht wahrscheinlich, daß diese Lautsprecher im defekten Zustand angeliefert werden. Es ist vielmehr zu vermuten, daß diese nicht genügend getrocknet sind und sich bei der ersten größeren Belastung verziehen.
Jede Nacharbeit aber verursacht neue Kosten und, setzt die Rentabilität der Geräte- und Lautsprecherfertigung herab. Es muß daher unbedingt angestrebt werden, diese Nacharbeitskosten herabzudrücken, was jedoch wieder zu einem Raumproblem führt.
Die derzeitigen Zustände im Fertigwarenlager sind auoh nicht mehr länger vertretbar und müssen in kürzester Zeit abgestellt werden. Die verfügbare Lagerfläche genügt kaum, um eine Tagesproduktion (rund l500 Stück) unterzubringen, denn bei der Vielzahl der Typen kann eine noch engere Stapelung nicht vorgenommen werden.
Hinzu kommt, daß in diesem Lager auch noch die vom Werk II und III gefertigten Geräte und Musikschränke unterzubringen sind. Sollte in absehbarer Zeit eine Erhöhung des Ausstoßes geplant sein, so muß aus den oben erwähnten Gründen mit einem Überfließen des Lagers gerechnet werden.
Im Hinblick auf die von der Bahn bereits angekündigten Transportbeschränkungen (Anmerkung : wir sind noch in 1951 !!) und die witterungsbedingten Einflüsse auf den Lastzugverkehr halte ich die Erweiterung des Lagers für eine unabdingbare Forderung, wenn wir nicht im Winter vor Tatsachen stehen wollen, die dann einen reibungslosen Versandbetrieb unmöglich machen.
Bei einem Anbau sollte großzügig verfahren werden, damit auch gleichzeitig genügend Raum für die Lagerung der Fernsehschränke geschaffen wird.
Die Forderung nach der täglichen Stückzahl führt in der Praxis zu folgendem Kuriosum:
Nach Arbeitsschluß der Bänder arbeiten die Einbaugruppen, die Abnehmer, der Packraum und die Versandabteilung weiter, bis die geplante Stückzahl erreicht ist.
Am nächsten Morgen fehlen von den Einbaugruppen ab Geräte, da diese erst wieder von den Bändern zufließen müssen. Infolgedessen ist das nachgeordnete Personal in den Vormittagsstunden weniger ausgelastet, während in den Abendstunden Überstunden geleistet werden müssen.
Als Beweis ist die stündliche Leistung einer Verpackungsgruppe genannt, die vormittags 12 bis 25, abends bis zu 40 Geräte beträgt. Würde man sich einmal dazu entschließen können, einen pünktlichen Arbeitsschluß durchzuführen, wären alle Arbeitsgruppen gleichmäßig ausgelastet und Überstunden könnten eingespart werden.
Sinn der Serienfertigung ist gleichmäßiger Durchfluß der Gerate. Wird die Kette an einer Stelle unterbrochen, so können die eben geschilderten Folgen nicht ausbleiben.
Die Feststellung vorgenannter Tatsachen geschah ohne besonderen Auftrag. Sie erfolgt lediglich in dem Bestreben, Reibungspunkte zu beseitigen und Gefahrenherde anzuzeigen.
gezeichnet (Sauer)
.
Eine Liste der frühen leitenden Mitarbeiter und Kollegen
| 1951 - Mit diesen Kürzeln wurde Briefe und Diktate abgezeichnet | |
| Direktion | |
| 11 | Grundig |
| 12 | Siewek |
| 13 | Hirth |
| 14 | Glombik |
| 15 | Schäfer (Lumophon) |
| 16 | Scheller |
| Verkauf | |
| 21 | Bückig |
| 23 | Fischer |
| 24 | Schilling |
| 27 | Flemming |
| 28 | Hirner |
| 29 | Liebich |
| Mitarbeiterplanung | |
| 31 | Atzengruber |
| 32 | Kraus |
| 33 | Schmidt (W.IV) |
| 54 | Distler |
| 35 | Linciewics |
| 56 | Hessel |
| 37 | Lauterbach |
| 38 | Mühlbauer |
| 39 | Heinz |
| Einkauf | |
| 41 | Sperber |
| 42 | Schätzler |
| 43 | Bernritter |
| 45 | Kirchner |
| 46 | Raum |
| 47 | Bauer |
| 48 | Meyer |
| 49 | Dotzauer |
| 141 | Iffland |
| 142 | Schmid |
| 144 | Thoma |
| 145 | Fischer |
| 146 | Seiter |
| 148 | Tröger |
| 149 | Leykauf |
| Betriebsleitung | |
| 51 | Richter |
| 52 | Zaune |
| 53 | Schricker |
| 54 | Rahn |
| 55 | Voss |
| 56 | Rüdiger |
| 57 | Eibner |
| 58 | Kiessling |
| 59 | Bickel |
| 151 | Baumgartl |
| 152 | Zitzmann |
| 153 | Tschiesche |
| Werbeabteilung | |
| 61 | Helfenstein |
| 62 | Gross |
| 65 | Nüsslein |
| Patentabteilung | |
| 71 | Neumann |
| 72 | Heyde |
| 75 | Frau Müller |
| 74 | Dreyer |
| Export | |
| 81 | Bussmann |
| 82 | Frl. Kühnlein |
| 83 | Derrer |
| Buchhaltung | |
| 91 | Zinngrebe |
| 92 | Kuntermann |
| 93 | Kolinko |
| 94 | Riese |
| 95 | Kropp |
| 96 | Gruber |
| 97 | Ammon |
| 98 | Schondorf |
| 99 | Dr. Klare-Melchert |
| 191 | Hegerl |
| 192 | Klag |
| 193 | Thumm |
| Lager | |
| 101 | Strehl |
| 102 | Geist |
| 104 | Kendermann |
| Rechtsabteilung | |
| 111 | Dr. Drexler |
| Kundendienst | |
| 121 | Aschmneit |
| 122 | Bauer |
| 123 | Gellinat |
| 124 | Riedinger |
| E M F. | |
| 131 | Behringer |
| 132 | Baumann |
| Personalabteilung | |
| 161 | Mitterer |
| 162 | Synek |
| 163 | Frau Beck |
| 164 | Fronja |
| 165 | Dr. Klinge |
| 166 | Frau Josef |
| Labor I | |
| 171 | Eckstein |
| Labor II Fernsehen | |
| 172 | Ewerbeck |
| 173 | Pritsching |
| Meßgerätelabor IV | |
| 174 | Dr. Pusch |
| Labor III | |
| 175 | Dr. Haas |
| Formgestaltung | |
| 176 | Hübner |
| Chem. Labor V | |
| 177 | Kintechel |
| 178 | Köppen |
| Bauabteilung | |
| 181 | Rauh |
| 184 | Rögner |
| Betriebserhaltung | |
| 182 | Volland |
| 183 | Kehr |
| Werksaufsicht | |
| 201 | Bauroth |
